
想要探索焊管管线管厂家一站式采购方便省心的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:焊管管线管厂家一站式采购方便省心的图文介绍
香港鹏鑫钢铁有限公司成立十余年,始终将“创新、质量、诚信、服务”作为企业矢志不渝的发展宗旨。不断研制开发 无缝钢管产品,为用户提供成熟稳定的行业解决方案。主要技术人员均有5年以上研发经验,具备丰富的实践经验和项目设计能力。并与高校和科研机构联合,组成一支多专业的研发团队,为公司的 无缝钢管产品创新和稳定发展提供了持续的能量。



光亮焊管是一种通过冷拔或冷轧精制焊管、无氧化光亮热处理(NBK状态)、无损检测、焊管内壁以专用设备刷洗并经过高压冲洗、焊管上防锈油作防锈处理、两端封盖作防尘处理。 由于光亮焊管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管,也有焊接管,精密光亮管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。 光亮焊管的主要用途 汽车摩托车配件、减震器、轴承套、家具配件、液压气动缸筒、电机外壳、健身械材、塑料机械、液压机械、金属加工、军工、柴油机、空压机、石油化工、航空航天、空调、等机械行业五金厂以及各行各业.广泛使用。精密无缝管的推广应用对节约钢材,提高加工工效,减少加工工序或设备投资,可以节约费用和大大节约机械加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本提高经济效益有重要意义。



Q345C焊管详解:按制造方法分为热轧(挤、扩)钢管,冷拔,精轧等。交货状态:钢管经热处理并酸洗交货,凡经过整体磨、镗或经保护气氛热处理的钢管以及供机械加工用的钢管可不经酸洗交货(在合同中注明) 1、 液压试验:钢管应逐渐进行液压试验,不得出现渗透。公式计算公式:P=2SR/D P—试验压力(Mpa) S---钢管公称壁厚(mm) D—钢管公称外径(mm) R—允许应力 2、压扁试验:外径大于22mm,并且壁厚小于10mm的钢管进行压扁试验,公式为:H=(1+a)S/a+S/D H—平面距离 S---钢管的公称壁厚 D---钢管的公称外径 a—单位长度变形系数为0.08,当S/D大于等于1.25时为0.07,压扁试验不得有裂缝和裂口。 3、卷边试验:卷边宽度不得小于公称内径的12%,也不得小于公称壁厚的1.5倍,卷边角为90度,卷边后式样卷边处不得出现裂缝和裂口。 4、弯曲试验:外径小于等于22mm的钢管应进行弯曲试验,弯曲角度为90度,弯心半径为钢管外径的6倍,弯曲处不得出现裂缝和裂口, 5、扩口试验:壁厚小于8mm的钢管可进行扩口试验,顶心锥度为30度,45度,60度中的一种,扩口后试样上不得出现裂缝和裂口。



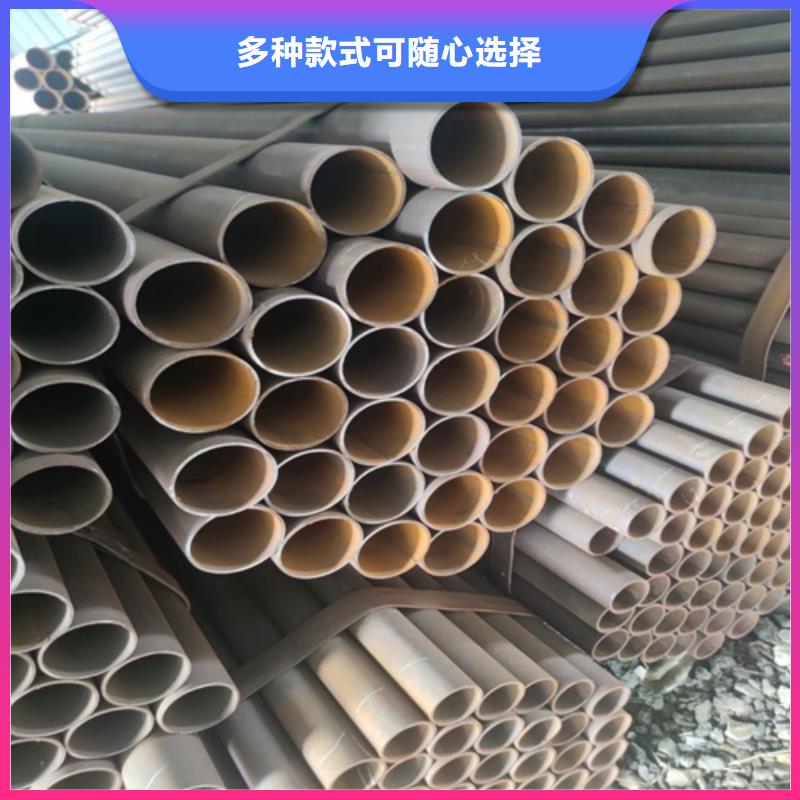
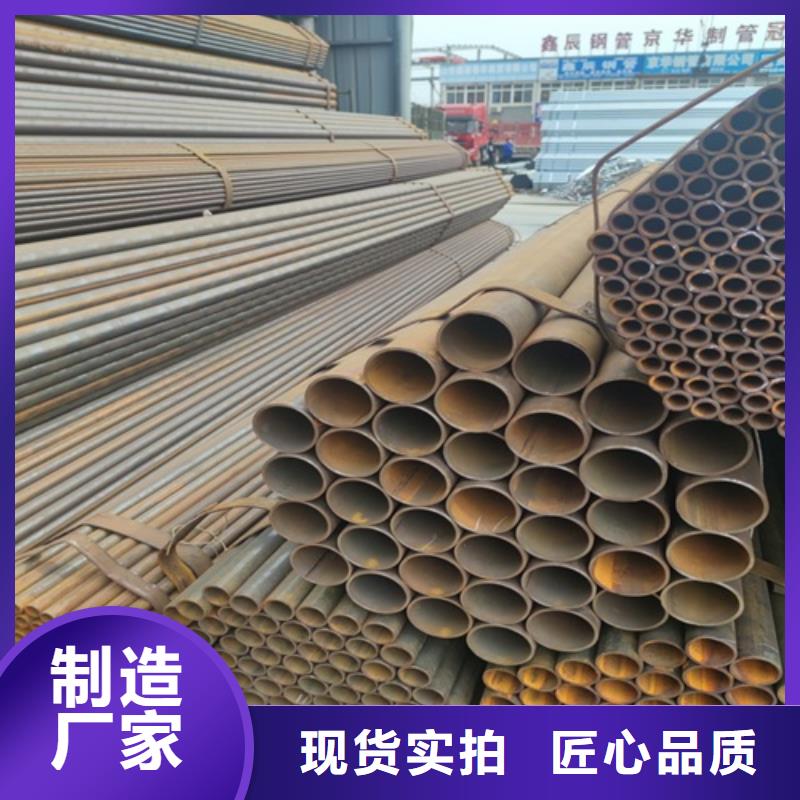
小口径薄壁焊管也称小口径焊接钢管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。小口径薄壁焊管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,小口径薄壁焊管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 小口径薄壁焊管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。 小口径薄壁焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 补充:小口径薄壁焊管是用带钢焊接的,所以在原来它的地位没无缝管高。


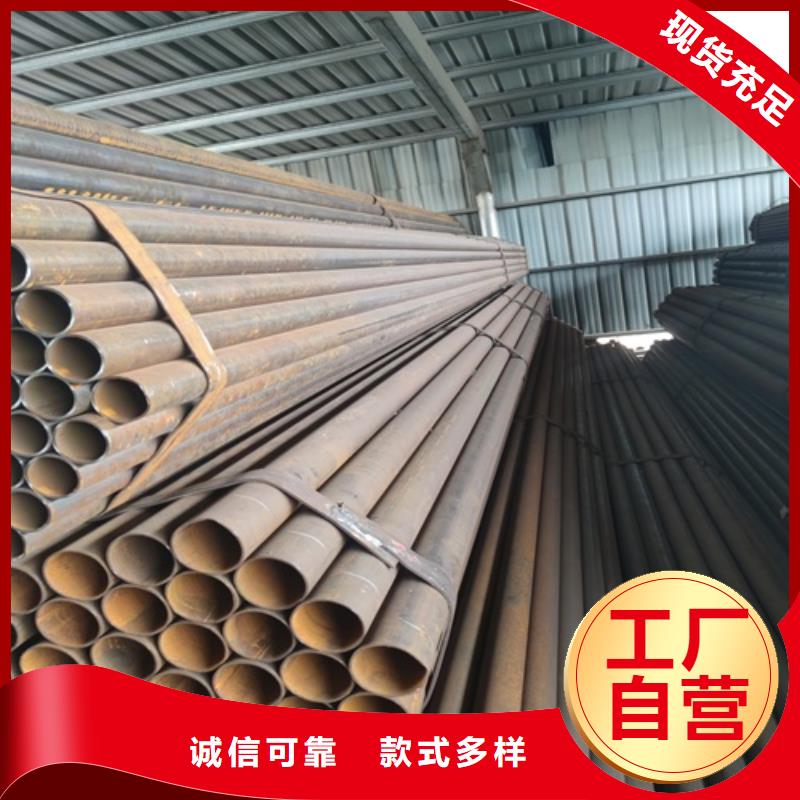
焊管生产加工分冷拉和热扎,原材料分为一般管,合金管。按照适用范围分为结构用无缝钢管;运送用无缝钢管;热处理炉用无缝钢管;热处理炉用髙压无缝钢管;有机肥料设备用髙压无缝钢管;地质环境砖探用无缝管;石油砖探用无缝钢管;石油裂化用无缝管;船舶用无缝钢管;冷拔热扎细致无缝钢管;各式各样合金管。 焊管分类--热扎焊管,热扎焊管,冷拔焊管,挤压焊管,顶管工程。 焊管的退火工艺:把成都市焊管热处理到金相组织,升温溫度为840℃,保温隔热時间为2-3小时,再随炉冷到500℃,再发布空冷。热处理的时间段都必须保温隔热2到2.5小时,提议是能冷到450度左右。


